颗粒机是用以将潮湿粉料研制成所需颗粒,也可将块状干料粉碎成所需颗粒。筛网装拆简易,还可适当调节松紧,拆卸方便、容易清洗。

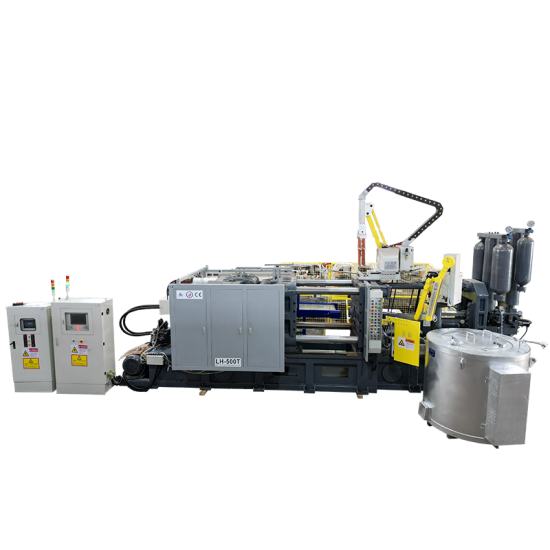
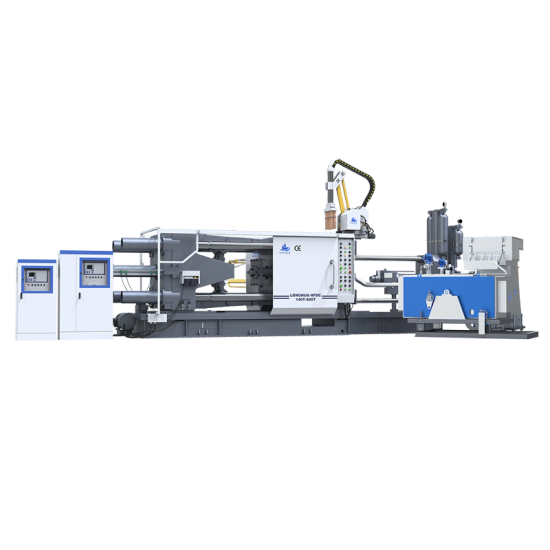
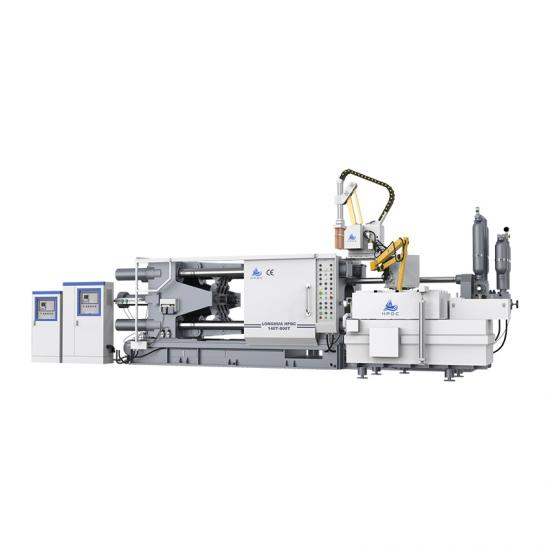
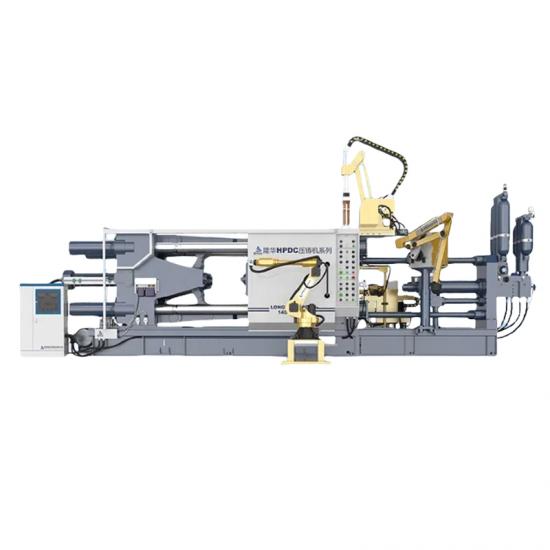
我厂专业生产国内外各种品牌压铸机压射室(入料筒 熔杯 浇口套),水循环冷却压射室,整体压射室,三台双定位压射室,双台圆锥定位压射室等,
材质采用高性能热模钢:3C2W8V HI3电渣料 SKD-61 8407,工艺采用热处理基体硬度HRC45-48,氮化深度0.25-0.3,氮化硬度HV≥900,安装拆卸简单,耐磨耐高温,冷却效果好,抗冲击,耐灼蚀,可以根据客户图纸特制生产,平均使用模次≥30000次/模,经久耐用,质优价廉,
具体压铸机品牌如下:
力劲,伊之密,布勒,新佳盛,铝台,东芝,东洋,宇部,永大,意德拉,富来,三基,上海,隆华,宝洋,海天等:
具体压铸机压射室型号规格如下:
125T/140T/160T /180T/ 200T/ 280T/ 400T/ 500T/550T / 630T/700T / 800T /900T/ 1000T/1100T /1250T/ 1300T/1600T /2000T /2600T/3000T/4500T
1.我公司生产的压射杆材料选用为H13或45#钢
2.材料粗加工后,调质氮化处理,硬度均到达图纸要求。
3.我公司生产的压射杆两端同轴度均能达到0.03-0.05mm
4.压射杆出厂前均采用螺纹塞规通止端检测,所以尺寸必须达到图纸要求,方可出厂。
5.生产周期:4-7个工作日。
压射杆材质采用GB40Cr,热处理调直T245-265,表面发兰处理,高频淬火HR38-42,规格直径10-500mm经久耐用。可定制生产各品牌压铸机压射杆。
产品说明:
压射杆所用材质为优质45#钢,粗加工后调质处理,
具有良好的强度、韧性,具有淬度性好、淬火变形小等特点,能更好的保证与压室、冲头同轴。除了铝台各吨位压铸机的压射杆之外,还可以定做力劲、伊之密、东洋、东芝等各压铸机所用的型号。
一、产品基材
压射杆主体部份采用优质45#钢,冷却器部份采用不锈钢管。
二、热处理工艺
1、产品粗加工后统一对材料进行调质处理。
2、产品精加工后对主体进行发黑处理。
三、使用注意事项
压射杆的使用寿命取决于两方面,一是加工精度及热处理工艺,二是使用过程中,员工在换连接器及锤头的时候螺纹没拧到位,造成拉牙而报废。
关键词 :
优质冲头润滑颗粒,量大从优。
产品说明:冲头润滑颗粒,产品的颗粒尺寸分为Φ1.0-1.5mm,Φ1.5-2.0mm,在压射室和压射头顶部融化,通过毛细管效应在压射室内形成一个润滑膜。使用方便不需要传统的油基或者水基产品所用的滴涂泵式喷涂系统。
优势:
1. 无一般油性润滑剂所产生的污染
2. 降低铸件气孔发生率
3. 有延长压射室使用寿命,降低因摩擦带来的不利影响
4. 延长压射头的使用寿命
5. 铸造时颗粒完全消耗,没有润滑油的污染
6. 压铸件表面没有油痕,表面清洁又光亮
7. 浇注口、流道、汤饼再回收使用时,无油渍、无烟、无空气污染
8. 用量很省,可节省开支
9. 保持厂房、天花板、地板干净,符合现在绿色要求
使用说明
采用颗粒发射机将颗粒加入浇注室,使用量的确定取决于铸件重量,须通过经验尝试。
不同冲头直径的参考值
60mm 1-3g;80mm 3-5g;100mm 5-7g;140mm 7-10g;>150mm 15-20g
包装:25kg 编织袋 25KG 纸桶
保质期:24个月
扫描到微信: