2024-06-07
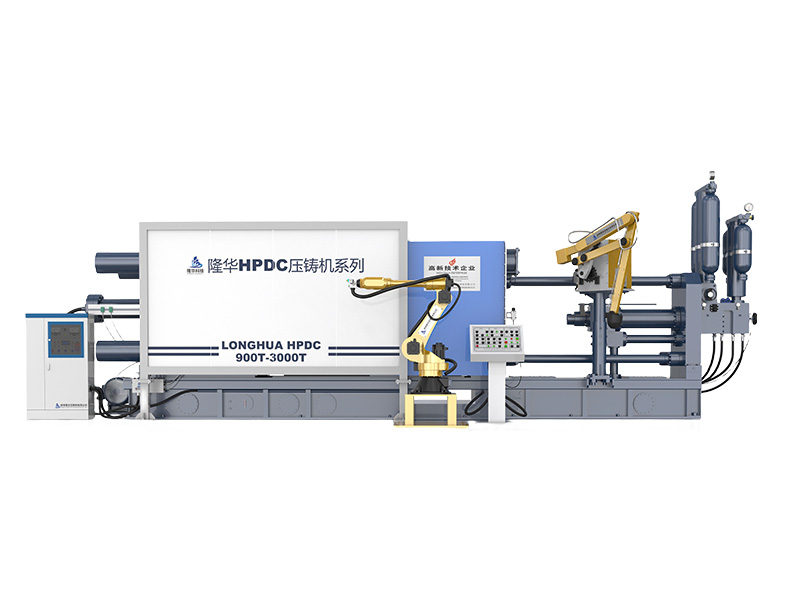
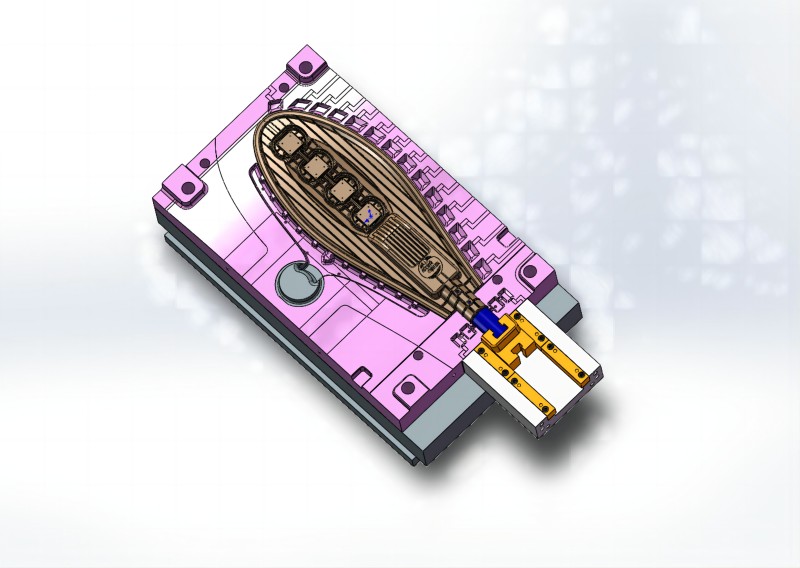
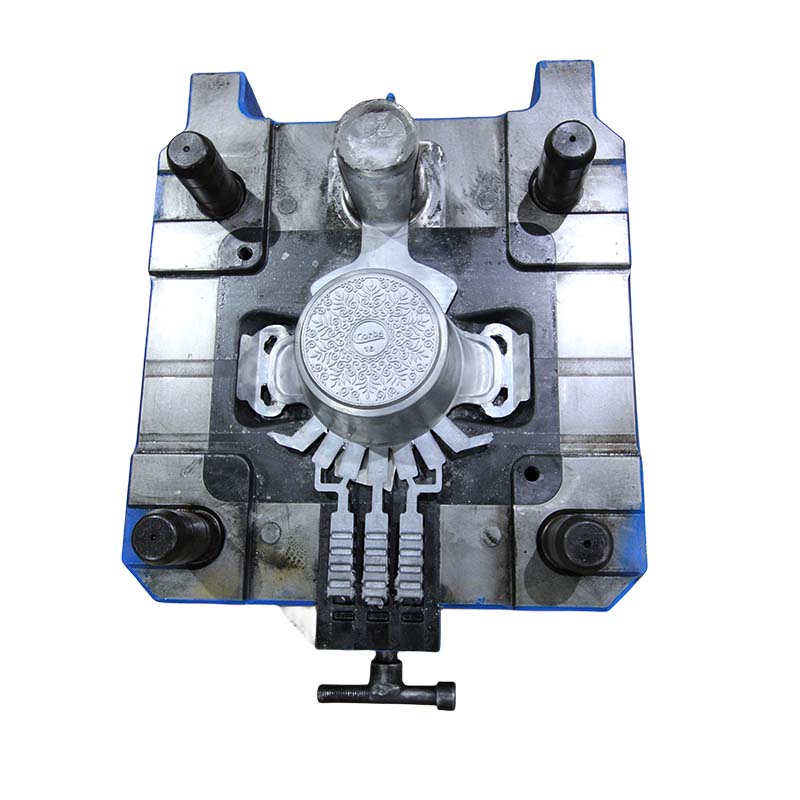
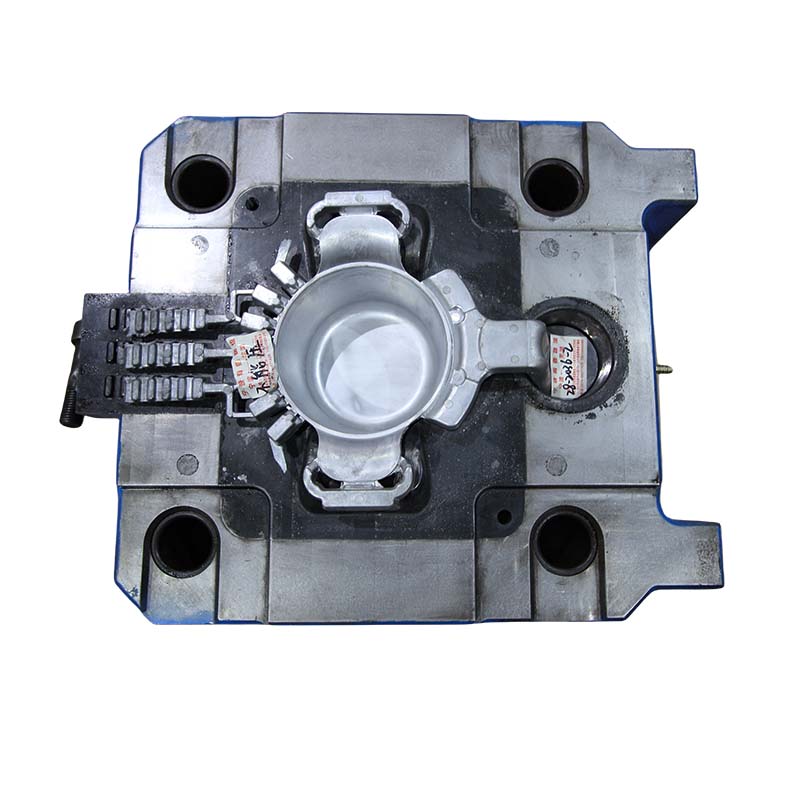
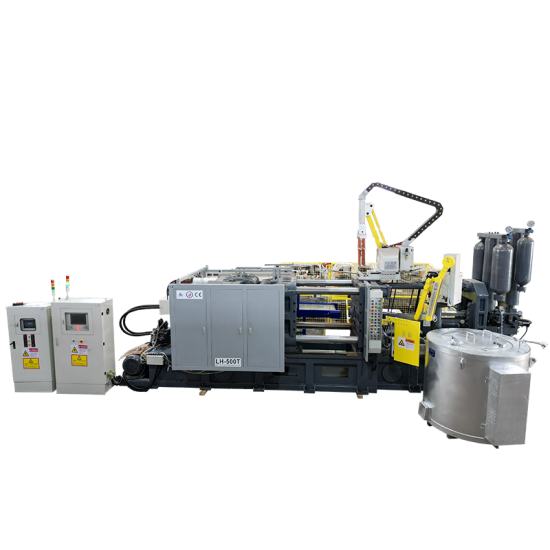
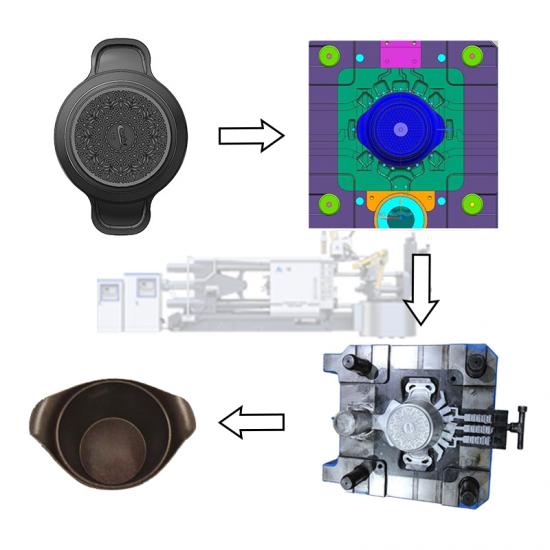
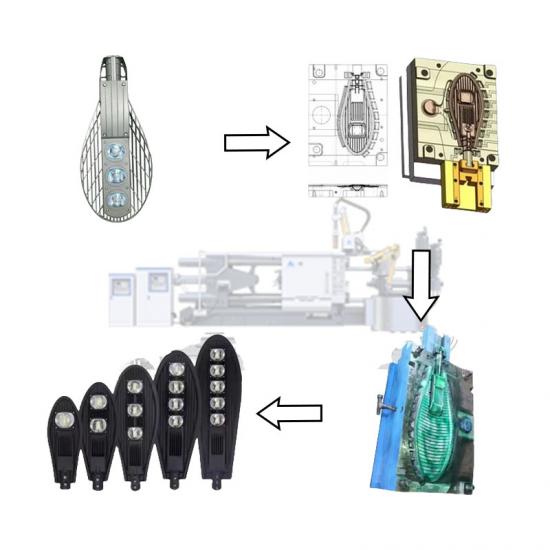
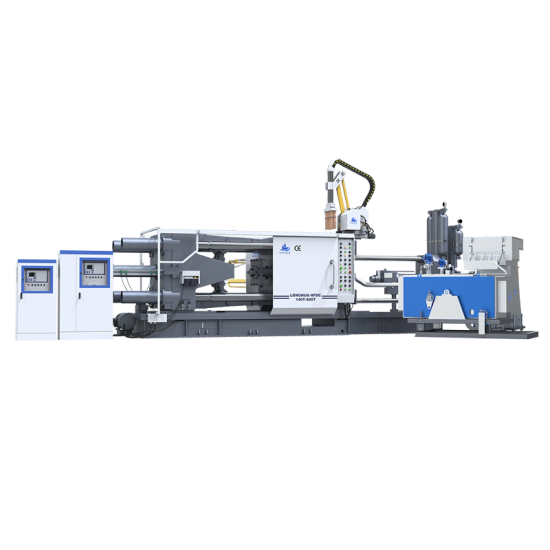
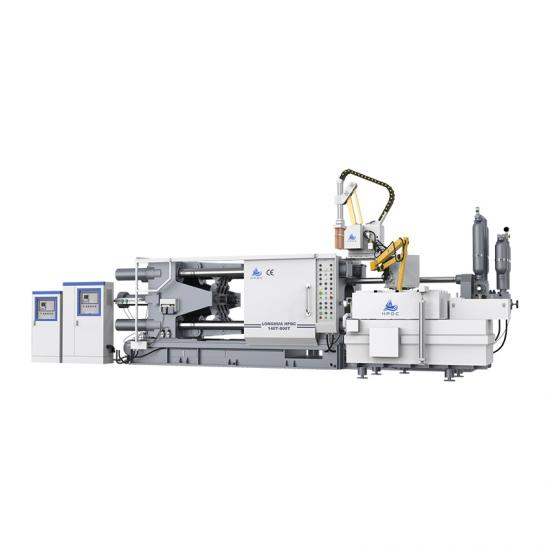
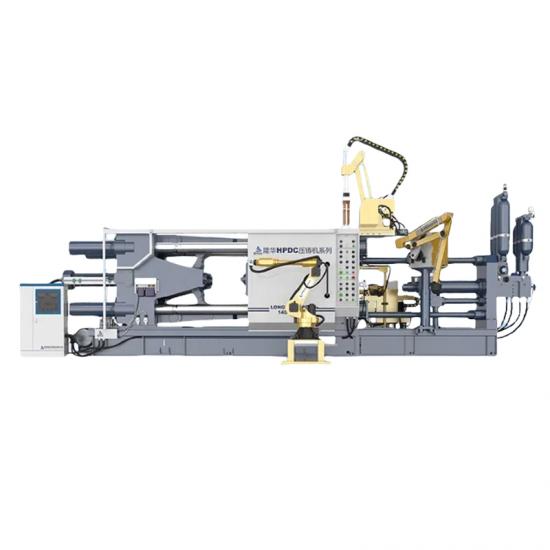
锅具的压铸流程涉及将金属(通常是铝合金)通过模具形成特定形状的锅具。这一过程确保锅具具有优良的导热性、耐用性和美观的外观。以下是锅具压铸的详细流程: 1. 材料准备 金属原材料:通常选用铝合金,因其质轻、导热性好。 合金熔炼:将铝合金在熔炉中熔化,加入适量的合金元素,以提高材料的机械性能和耐腐蚀性。 2. 模具设计与制作 模具设计:根据锅具的形状和尺寸设计模具。模具需具备高精度和耐高温特性。 模具制作:使用高强度钢材制作模具,并进行精细加工,确保模具表面光滑,符合设计要求。 3. 模具预热 在压铸前,对模具进行预热。预热有助于金属在注入模具时更均匀地分布,减少气孔和冷隔缺陷。 4. 压铸 金属注入:将熔融的铝合金通过压铸机注入预热的模具中。高压使金属迅速充满模具,形成锅具的基本形状。 冷却固化:保持高压,等待铝合金冷却固化,通常几秒钟到几分钟。 5. 脱模 一旦金属冷却固化,将模具打开,小心取出成型的锅具坯件。 6. 后处理 修边去毛刺:去除压铸过程中产生的多余材料和毛刺,使边缘光滑。 机械加工:根据需要进行进一步加工,如钻孔、车削和铣削,以确保尺寸精度和表面光洁度。 7. 表面处理 抛光和打磨:对锅具表面进行抛光和打磨,提升其光泽和美观。 喷涂或电镀:根据产品需求,进行喷涂或电镀处理,增加外观效果并提高耐腐蚀性。 不粘涂层:许多锅具需要涂覆不粘涂层,确保烹饪过程中食物不会粘锅。 8. 质量检测 对成品进行严格的质量检测,确保其符合设计规格和质量标准。检测项目包括外观检查、尺寸测量、涂层附着力测试等。 9. 包装和出货 合格的锅具经过包装,防止运输过程中受损,准备出货至客户或零售商。 通过上述步骤,制造商能够生产出高质量的锅具,满足市场需求,确保消费者在使用过程中获得良好的体验。
阅读更多