2024-08-19
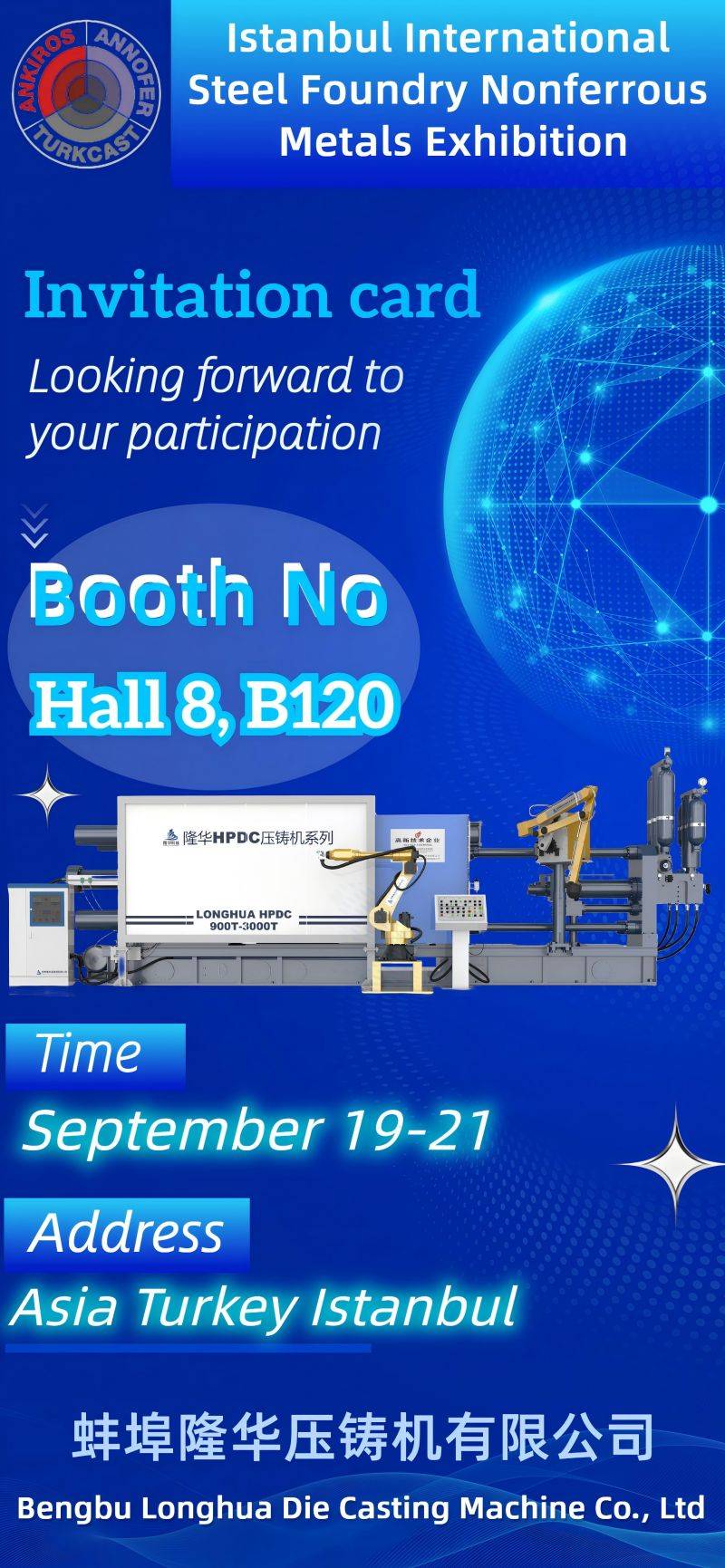
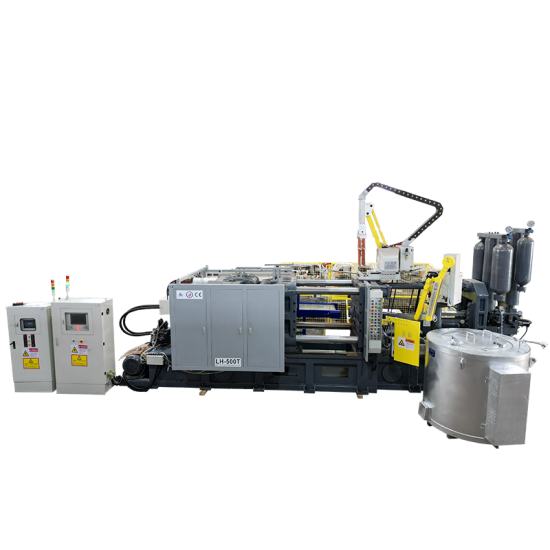
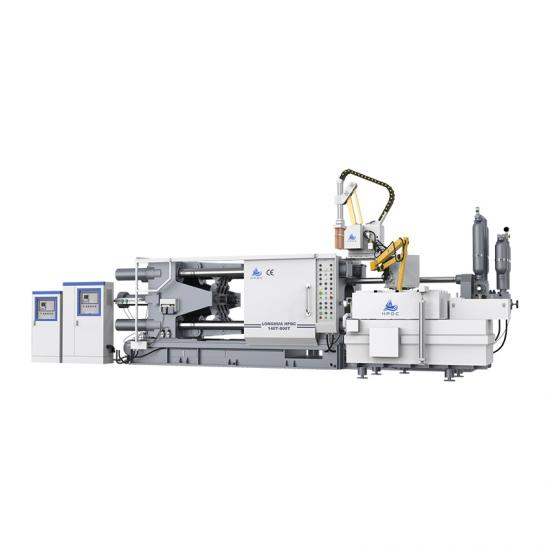
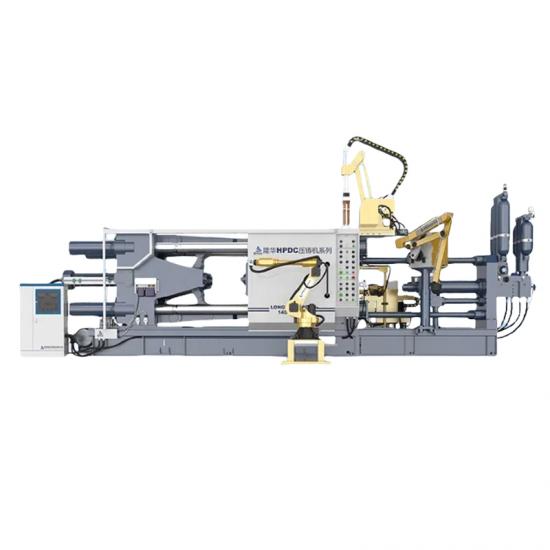
安徽省创新型/中小企业荣誉证书!/2024年6月26日 安徽省专精特新型/中小企业荣誉证书!/2024年8月9日 蚌埠隆华压铸机有限公司成立于1982年,2017年荣获国家级“高新技术企业科技证书”! 我公司积极响应国家鼓励“院地产学研合作”的伟大号召!我公司主动与“中国科学院合肥物资科学研究院”*“蚌埠学院”等大院大所合作,共同研发“高速高精密AI压铸机”和“压铸机器人”2项重大科研项目。 该2项重大科研项目与2022年10月落地(研发生产成功),目前拥有完全自主的产品知识产权,国产化程度达到99%,产品性价比全球第一! 该2项重大科研项目在研发生产中,相继荣获13项国家发明专利,93项国家实用新型专利,6项计算机软件著作权证书,“安徽省首台套重大技术装备证书1项”,“安徽省新产品证书5项”,“国家知识产品贯标证书1项”,“安徽省科技成果证书27项”“隆华商标证书5项”,“欧盟CE证书2项/压铸机和机器人”,“人工智能冷室压铸机国标起草单位”,等荣誉证书和发明专利。 “高速高精密AI压铸机”和“压铸机器人”2项重大科研项目研发生产成功,从根本上改变了世界对“高速高精密AI压铸机”和“压铸机器人”的认知,2022年进入全球市场之后,彻底撼动国外压铸机和机器人生产厂家,该2项产品的研发生产成功,不仅可以降低国内外压铸行业的生产和采购成本,为国家提高外汇储备,还能提升民族品牌在国际市场上的竞争力做出巨大贡献。 目前隆华压铸机已经远销32个国家地区/巴西,埃及 ,南非,越南,巴基斯坦,孟加拉 国,乌拉圭,印度,俄罗斯,哈萨 克斯坦,吉尔吉斯坦,塔吉克斯坦 ,乌克兰,伊朗,伊拉克,朝鲜,厄瓜多尔,美国,韩国,阿尔 及利亚,中国台湾省等国家及地区。 隆华“高速高精密AI压铸机”和“压铸机器人”,助力科技强国,让世界爱上中国制造!”
阅读更多