2024-09-20
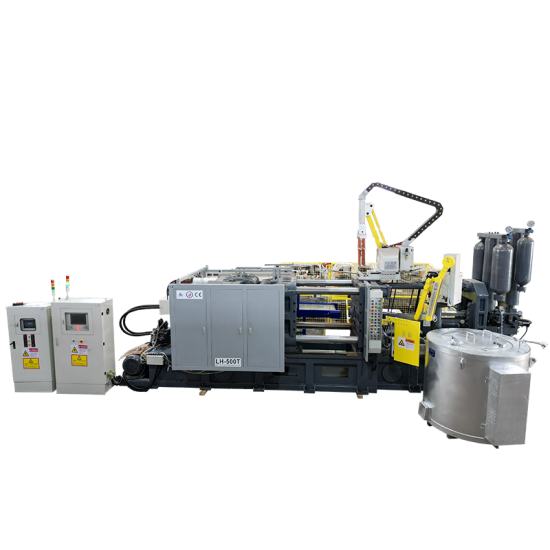
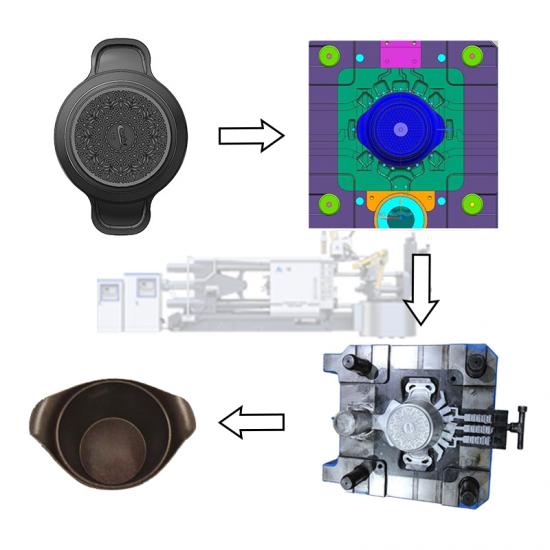
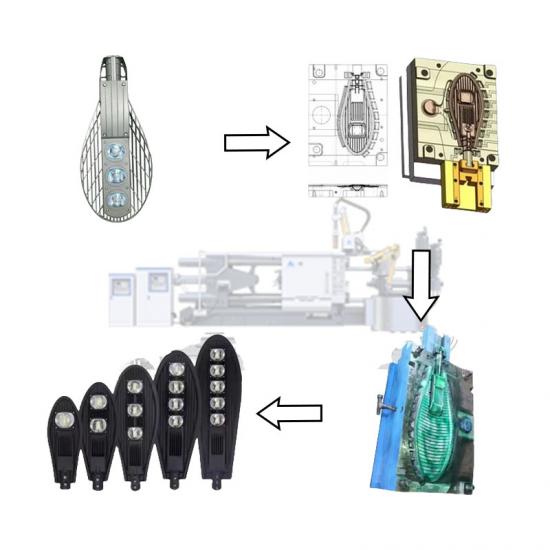
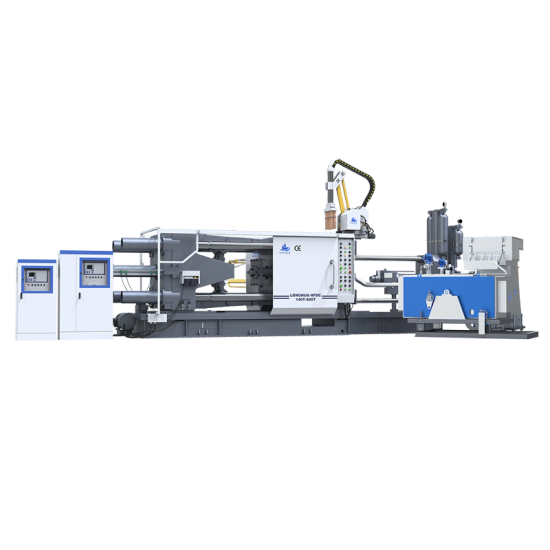
2024土耳其第16届国际钢铁/铸造/有色金属/机械产品交易会 参展日期:2024年09月19日到2024年09月21日 参展商/蚌埠隆华压铸机有限公司(始于1982年/国家高新技术企业) 展览地点:土耳其伊斯坦布尔展览中心 展览馆:8号展厅 展位:B120展位 广交世界,合作共赢,共创辉煌 匠心智造,引领世界压铸工业新航标 本次展会,蚌埠隆华压铸机有限公司携多款最新研发的压铸自动化设备亮相土耳其,展示了我们在压铸技术领域的先进成果,这些科技创新产品,专为提升生产效率、降低能耗和生产成本设计,充分展现了我们在智能制造和绿色生产方面的突破,今天,展位已经吸引了众多国内外行业专家、客户和合作伙伴前来参观交流,现场气氛热烈. 作为国家高新技术企业,我们展示的产品不仅仅是设备,更是未来压铸行业发展的新方向,展品包括: · 全自动节能系列压铸机项目(与中国科学院*蚌埠学院等大院大所共同研发生产):LH160T-5000T(已经荣获:国家发明专利13项等荣誉) · 智能化生产线解决方案,帮助客户实现全方位自动化 蚌埠隆华压铸机有限公司(高新技术企业/成立于1982年,我公司专业生产研发高速高精密AI压铸机(安徽省进出口商会副会长单位),自2013年起,我公司积极响应国家发起的企业与大院大所合作研发高科技新产品的伟大号召!我公司先后与“中国科学院合肥院”*“蚌埠学院”*“安徽科技学院”等大院大所共同研发:“高速高精密压铸机和压铸机器人/重大科技项目”! 项目研发相继荣获:13项国家发明专利/93项国家实用新型专利/6项计算机软件著作权证书/“安徽省首台套重大技术装备证书1项”/“安徽省新产品证书5项”/“国家知识产品贯标证书1项”/“安徽省科技成果证书27项”/“隆华商标证书5项”/“CE证书2项/隆华压铸机/机器人/“人工智能冷室压铸机国标起草单位”等荣誉。 隆华压铸机截止到现在,已经远销32个国家和地区/即:巴西,埃及 ,南非,越南,巴基斯坦,孟加拉国,乌拉圭,印度,乌兹别克斯坦,土耳其,土库曼斯坦,哈萨克斯坦,吉尔吉斯坦,塔吉克斯坦 ,厄瓜多尔,美国,英国,意大利,韩国,阿尔及利亚,墨西哥,阿塞拜疆等国家。 隆华“高速高精密AI压铸机”和“压铸机器人”,助力科技强国,让世界爱上中国制造!” 欢迎莅临8号展厅B120展位,与我们面对面交流。展会时间为9月19日至9月21日,别错过与压铸行业顶尖技术团队交流的机会!
阅读更多