蚌埠隆华1982年创立于安徽蚌埠,是一家专业从事设计,制造和销售冷室压铸机,压铸周边设备,压铸机配件的国家高新技术企业。
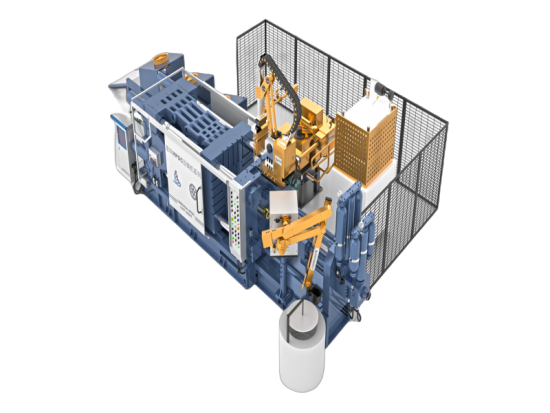
LH2000型20000KN卧式冷室压铸机是J11系列压铸机中的一种,本压铸机属于中大规格压铸机,可供压铸中大型的铝、锌、铜等有色金属合金产品。广泛用于汽车、拖拉机、电器、仪表、航空以及轻工日用等行业。今天小编就带您来了解此款压铸机的主要结构特征。

1.机架结构
LH2000型卧式冷室压铸机机架由大机架、小机架连接而成。大、小机架均为焊接结构件,机器运转所需贮油箱分布在大、小机架内,机架两侧安装着液压系统中的吸油过滤器、冷却器、油位器、管路等。布局合理,有效地利用机架的空间。
2.合型机构
合型机构是采用液压驱动的机械曲肘扩力机构,用以锁紧铸模,曲肘扩机构的特点是力的放大系数较大,一般16-26倍左右,即用较小的合型油缸的液压推力通过曲肘扩力机构放大,就可达到所需要的合型力。这种机构紧凑,动作稳定,耗能少且刚性,可靠性好。其运动特性非常符合压铸机开、合型时动作要求:在开合型运动过程中运动速度由慢—快—慢,这样就减少了终点冲击现象。有利于机器本身,有利于顶出铸件、机械抽芯。
为了便于不同厚度压铸模的安装和调整。动型板与静型板间开档距离调节是采用液压马达驱动装置,它是由液压马达和一套外圆柱齿轮传动实现的,操作简单、省力、灵活。
3.压射机构
压射机构采用四级压射系统。慢压射时,由换向阀控制油泵供油至压射缸后腔,压射活塞慢速度移动。当压射冲头越过压射室浇注口后,一快压射行程开关发讯号,打开快压射阀,进行一级快压射,并由时间控制进行二级快压射。一级快压射是为了便于压型腔排气和缩短由慢压射到二级快压射的过渡过程,二级快压射是为了实现高速度充型,以达到铸件轮廓清晰,充型结束后,压射活塞停止,压射缸后腔(进油腔)压力上升,达到一定值时,打开增压蓄能器,进行增压动作。增压过程有利于提高铸件内部质量。
压射和增压动作各自使用独立的蓄能器,增压动作完全摆脱了压射动作对它的影响,尤其是避免了压射压速度对增压动作的影响,这种压射系统允许在很大范围内调整压铸工艺参数,对于各种不同铸件,可以选择较佳的压铸工艺。
4.中心顶出器结构
机器的中心顶出器结构装于动型板背面,它由两个动力油缸组成,顶出板将动力油缸并联在一起,顶出板上顶杆与动型板上相应也对应,便于压铸模设计选择适应的顶杆位置,顶杆顶出后能延迟一段时间顶回,使模具内相应顶杆能被清理和上涂料。
5.液压抽芯器
本机器的动型板和静型上均可同时安装一只或两只液压抽芯器,供压铸模具设计抽、插芯之用,它由电液阀和电气组件执行设定程序的动作,以达到各种不同的动作要求。液压抽芯器的动作程序均可由电气箱上的程序选择开关作出选择。
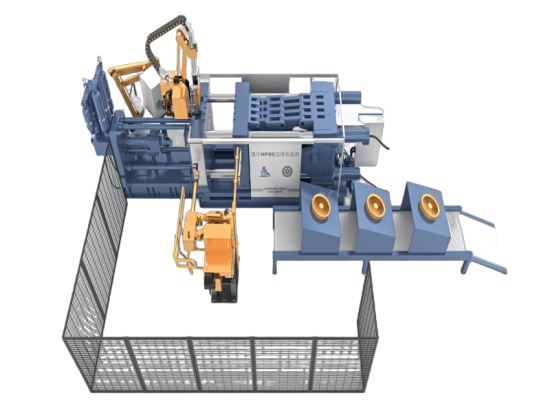
6. 防护门
本机器合型部分置有防护安全门,顶部设有防护盖板,这样可以防止压铸模分型面喷出的金属液致伤操作人员,压铸机的工作循环规定,只有在安全门关闭后,才能进行循环,如果门打开,自动循环就会停止。
7.集中润滑装置
在本机合型部有相互运动的摩擦副中,装有自动集中润滑装置,本机采用先进的定量集中润滑装置,可实现长距离润滑,并具有设定动转时间内而未能达到额定压力时将会自动报警等功能可供选择。
8.冷却水系统
本机设有冷却水系统,供液压油降温冷却,型板冷却,铸模冷却之用,该系统主要由冷却器,冷却管路,回水集水斗组成。

隆华压铸机产品远销:巴西,埃及,南非,越南,巴基斯坦,孟加拉国,乌拉圭,印度,俄罗斯,哈萨克斯坦,吉尔吉斯坦,乌克兰,,伊拉克,朝鲜,日本,厄瓜多尔,美国,韩国,阿尔及利亚,中国台湾等国家及地区。