2025-09-29
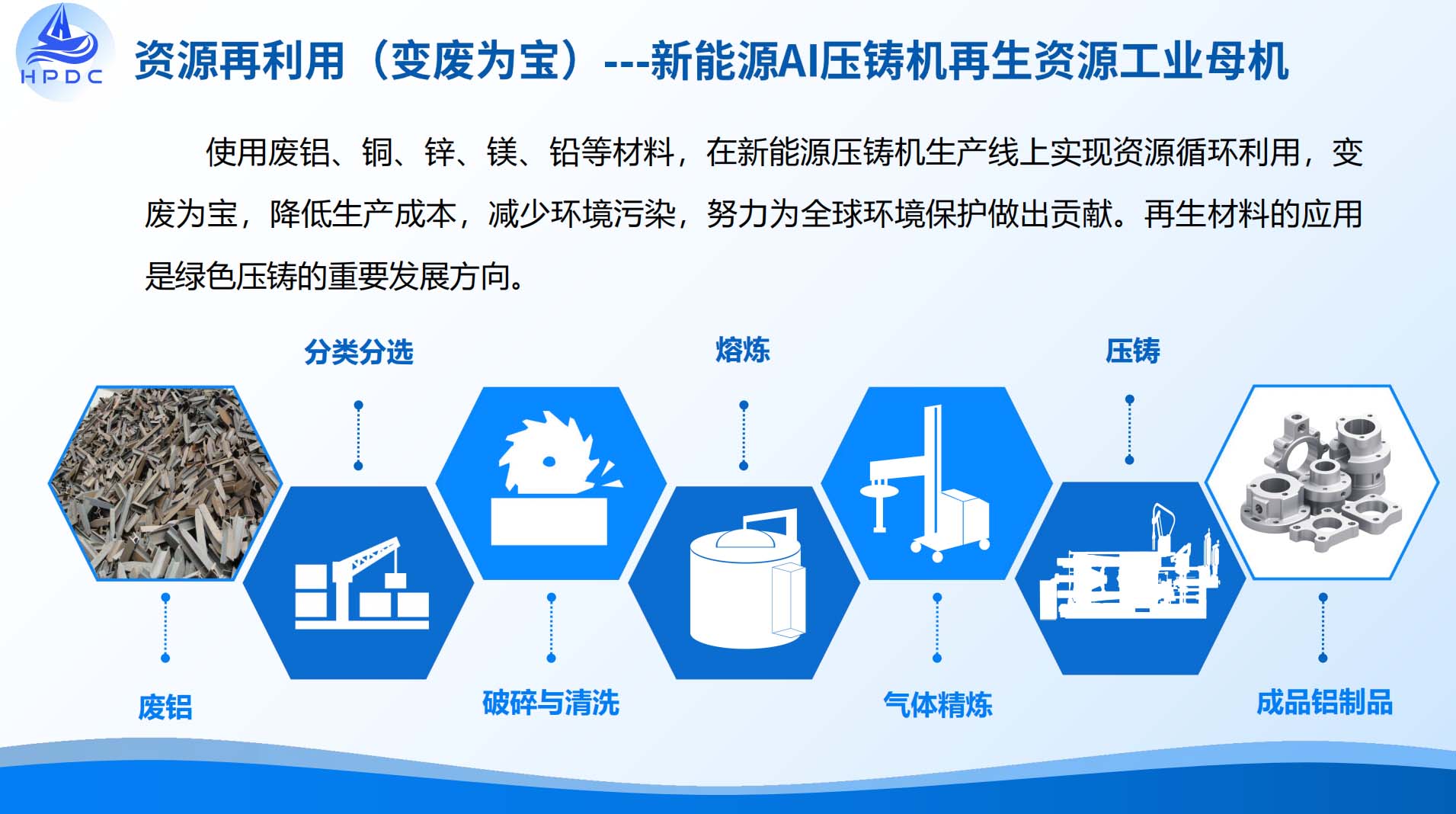
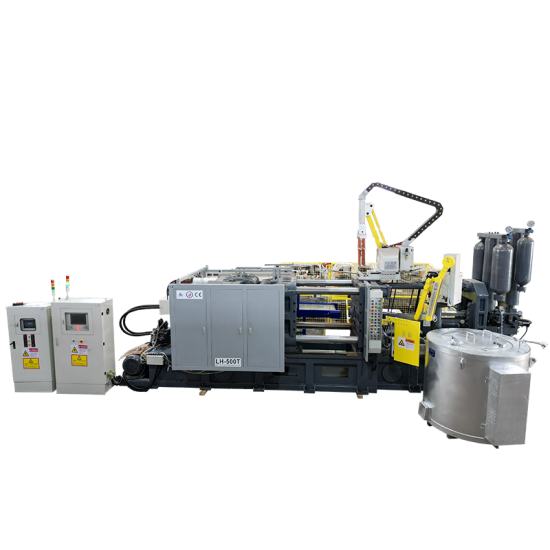
当 “中国红” 邂逅 “中秋月”,2025 年国庆与中秋如期相逢。值此中华人民共和国成立 76 周年暨中秋佳节来临之际,隆华携中国首台套新能源 AI 压铸机庆双节! 作为中国 “人工冷室智能压铸机团体标准(证书编号:T/CASME 1608-2024)” 制定者,我们联合中国 “大院大所” 科研团队攻克核心技术,推出这台变废为宝、能以 “国产替代” 抢夺全球 “万亿市场” 的硬核装备,用行业领先的技术实力,为祖国 76 华诞添彩,为中秋团圆注入工业活力! 1. 革命性“变废为宝”技术 这台设备最亮眼的技术突破,就是颠覆传统原料逻辑:直接将废铝、废铜、废镁、废锌等工业废料转化为合格压铸产品,实现 “变废为宝” 的循环经济模式。这份技术成果,藏着隆华对祖国的责任与担当: 为国家:减少进口原矿石依赖,节约大量外汇,同时避免原矿石开采加工的能源消耗与污染,以绿色技术契合双碳战略,为祖国生态建设贡献力量; 为企业:帮客户大幅降低原材料成本,中秋国庆旺季生产更高效,以技术赋能伙伴,共庆双节、共谋发展。 2. 五大核心技术优势 从效率到精度,从质量到外观,这台设备的每一项技术参数,都是献给双节的 “硬核答卷”。 高效率:全自动化智能生产,24 小时不间断作业,每天压铸数百至数千件合金产品,以 “中国速度” 庆佳节; 高精度:±0.1mm 公差控制,减少后续加工,以 “中国精度” 显实力; 强适配:轻松成型薄壁、多孔等复杂结构,适配多元需求; 高品质:成品率高且无砂眼、气泡等问题,以可靠品质赢信任; 优外观:一次成型表面光洁,适配多种后续处理,以细节之美展工艺。 3. 完全自主知识产权 该产品已经获得14项国家发明专利、17 项计算机软件著作权、1 项安徽省首台套认定、3 项安徽省新产品认定等资质及荣誉证书。从制定行业标准到研发首台套设备,隆华四十年深耕,用自主技术向祖国献礼,以 “中国智造” 自豪! 4.放假通知:合理安排,安心团圆 根据国务院办公厅关于 2025 年节假日安排的通知,结合公司实际运营情况,现将双节放假事宜明确如下: 放假时间:10 月 1 日(周三)至 10 月 8 日(周三)放假共 8 天; 返岗时间:10 月 9 日(周四)正常上班;
阅读更多