2021-06-10
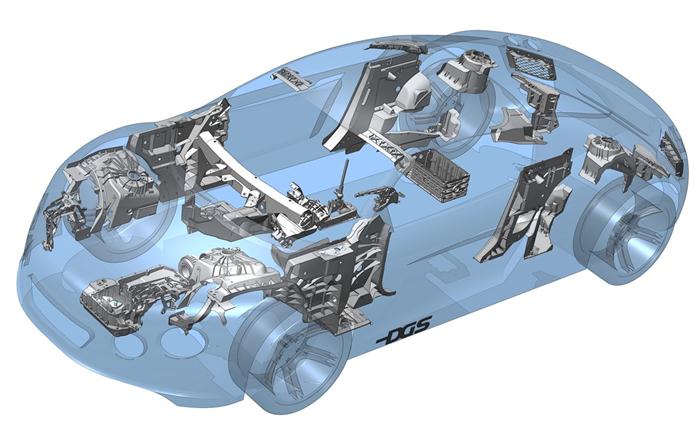
و–°èƒ½و؛گو±½è½¦é”€é‡ڈه¤§ه¢ï¼Œé“هگˆé‡‘è؟ژو¥و–°وœ؛éپ‡ Sales of new energy vehicles increasing sharply, and aluminum alloys usher in new opportunities و–°èƒ½و؛گو±½è½¦è™½ç„¶هœ¨ه¾ˆه¤ڑو–¹é¢è؟کن¸چوک¯ه¾ˆوˆگç†ں,ن½†وک¯ه®ƒçڑ„ه‡؛çژ°ه¯¹ن؛ژèٹ‚能ه‡ڈوژ’,é™چن½ژه؛ںو°”وژ’و”¾ï¼Œن؟وٹ¤çژ¯ه¢ƒوœ‰ن¸€ه®ڑçڑ„و„ڈن¹‰ï¼Œوœھو¥ه°†ن¼ڑوœ‰و›´ه¤§çڑ„هڈ‘ه±•ï¼Œن¹ںه°†ç»™é“è،Œن¸ڑه¸¦و¥و–°çڑ„هڈ‘ه±•وœ؛éپ‡م€‚ Although new energy vehicles are not very mature in many aspects, their emergence has certain significance for energy saving, emission reduction, reduction of exhaust emissions, and environment protection. There will be greater development in the future, and new opportunities to the aluminum industry. è؟‘ه¹´و¥ï¼Œéڑڈç€ه›½ه®¶ه¯¹èٹ‚能çژ¯ن؟è¶ٹو¥è¶ٹé‡چ视,هœ¨ن¸€ç³»هˆ—و”؟ç–è،¥è´´ن¸‹ï¼Œو–°èƒ½و؛گو±½è½¦ن؛§ن¸ڑن¹کهٹ؟而起,ه› ه…¶ه®‰ه…¨çژ¯ن؟çڑ„ن¼کهٹ؟,é€گو¸گوˆگن¸؛ه¸‚هœ؛çڑ„ه® ه„؟م€‚وچ®و•°وچ®وک¾ç¤؛,2018ه¹´ه‰چ11وœˆï¼Œو–°èƒ½و؛گ车销é‡ڈهگŒو¯”ه¢é•؟68%,达103ن¸‡هڈ°ï¼Œçھپç ´100ن¸‡هڈ°ه¤§ه…³ï¼Œو„ڈه‘³ç€وˆ‘ه›½çڑ„و–°èƒ½و؛گ车ه¸‚هœ؛çڑ„و£ه¼ڈه…´èµ·م€‚ In recent years, as the country has paid more and more attention to energy conservation and environmental protection, the new energy automobile industry has taken advantage of the trend under a series of policy subsidies. It has gradually become the darling of the market due to its advantages in safety and environmental protection. According to the data, before November of 2018, the sales of new energy vehicles increased by 68% year-on-year to 1.03 million units, breaking through the 1 million unit mark, which means that our country's new energy vehicle market has officially risen. è؟™ه¯¹é“è،Œن¸ڑو¥è¯´و— ç–‘وک¯ن¸€ن¸ھو–°çڑ„ه¥‘وœ؛,说وکژé“هگˆé‡‘هœ¨و–°èƒ½و؛گو±½è½¦ه¸‚هœ؛ن¸ٹè؟کوœ‰è¾ƒه¤§çڑ„وڈگهچ‡ç©؛é—´م€‚é“هگˆé‡‘ه¯†ه؛¦ه°ڈم€پé‡چé‡ڈè½»م€پè€گè…گèڑ€م€په،‘و€§ن¼ک良م€په¼؛ه؛¦é«ک,وک¯و–°èƒ½و؛گو±½è½¦è½»é‡ڈهŒ–وگو–™ï¼Œن¸»è¦پ用ن؛ژ车è؛«م€پé¢و؟م€پهڈ‘هٹ¨وœ؛م€په؛•ç›کم€پو‚¬وŒ‚ن»¶م€پ车轮م€پçƒن؛¤وچ¢ه™¨م€پ电و± ç‰و–¹é¢م€‚éڑڈç€é“هگˆé‡‘هœ¨و–°èƒ½و؛گو±½è½¦è½»é‡ڈهŒ–و–¹é¢çڑ„ç ”ç©¶ن¸چو–ه¢ه¤ڑ,é“هگˆé‡‘çڑ„ه؛”用ه°†ن¼ڑه¾—هˆ°و›´ه¤§و‹“ه±•م€‚ This is undoubtedly a new opportunity for the aluminum industry, indicating that aluminum alloys still have greater improvement in the new energy vehicle market. Aluminum alloy has low density, light weight, corrosion resistance, excellent plasticity, and high strength. It is the preferred lightweight material for new energy vehicles. It is mainly used in car bodies, panels, engines, chassis, suspensions, wheels, heat exchangers, batteries, etc. . With the increasing research of aluminum alloy in new energy vehicles, the application of aluminum alloy will be further expanded. é¢ه¯¹è•´è—ڈç€ه¤§ه•†وœ؛çڑ„و–°èƒ½و؛گو±½è½¦ï¼Œé“ه‹وگè،Œن¸ڑ需é‡چ视起و¥م€‚首ه…ˆè¦پوکژç،®é“هگˆé‡‘هœ¨و–°èƒ½و؛گو±½è½¦è½»é‡ڈهŒ–ه؛”用ن¸ن¼ڑه‡؛çژ°çڑ„é—®é¢کم€‚ç›®ه‰چو¥è¯´ï¼Œé“هگˆé‡‘هٹ ه·¥ن¸ژé’¢é“پهٹ ه·¥ç›¸و¯”,è¦پو±‚وژŒوڈ،çڑ„وٹ€وœ¯و›´ن¸؛ه¤چو‚,ه› و¤هٹ ه·¥وٹ€
éک…读و›´ه¤ڑ