2020-02-26
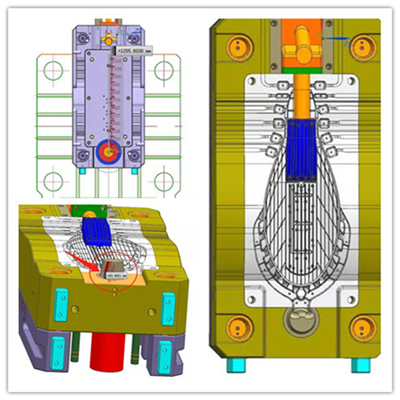
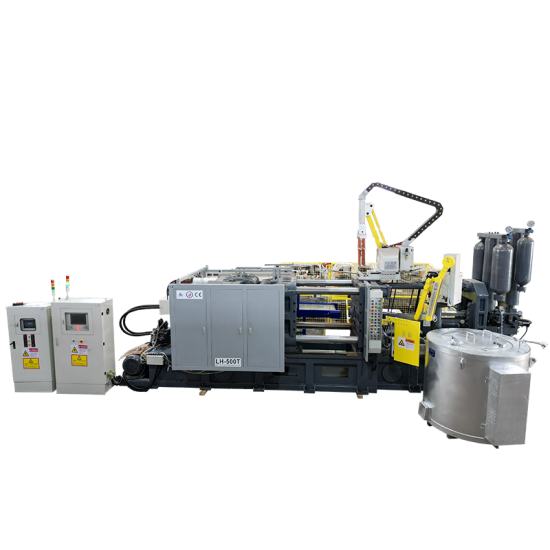
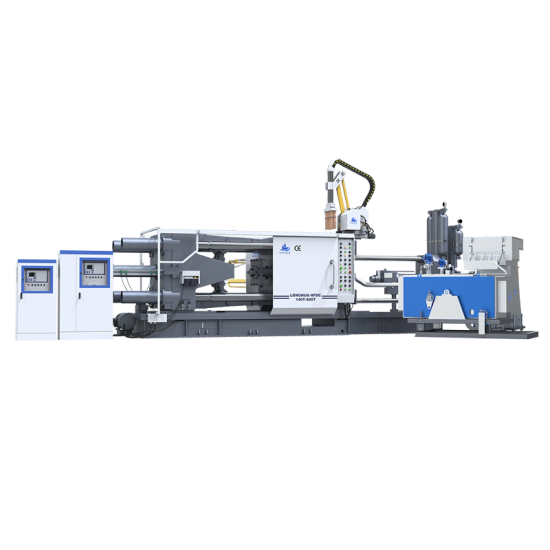
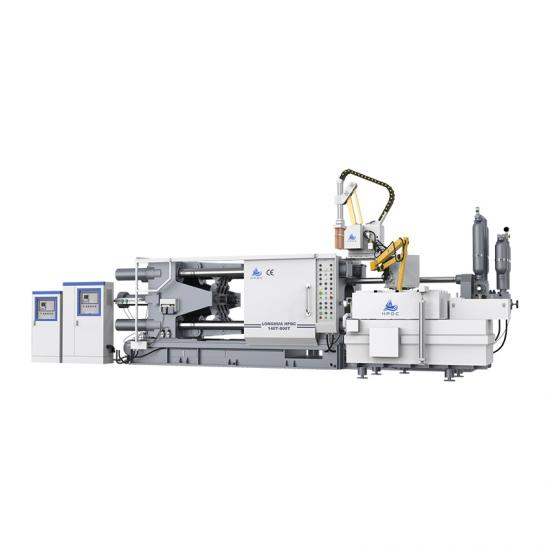
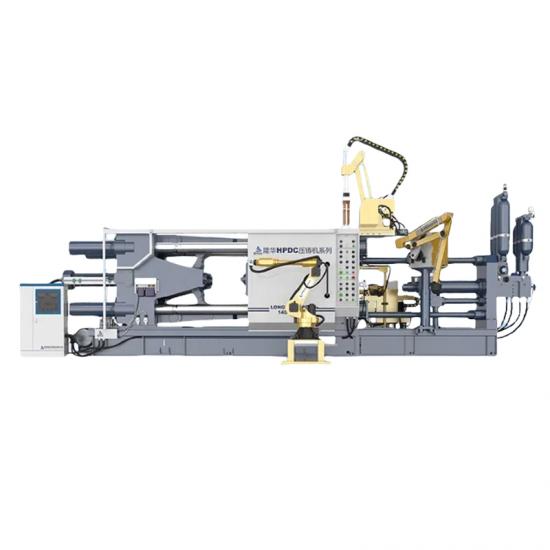
é“هگˆé‡‘هژ‹é“¸ن»¶ه¾ˆن¹…ن»¥و¥ه°±هœ¨ن¸چو–هœ°هڈ‘ه±•ï¼Œن¸ه›½çڑ„é“هگˆé‡‘هژ‹é“¸ن»¶è،Œن¸ڑهڈ–ه¾—ن؛†ن»¤ن؛؛وƒٹهڈ¹çڑ„هڈ‘ه±•,ه·²هڈ‘ه±•ن¸؛ن¸€ن¸ھو–°ه…´ن؛§ن¸ڑم€‚ç›®ه‰چ,ه·¥è‰؛ه·²وˆگن¸؛و±½è½¦ç”¨é“هگˆé‡‘وˆگه½¢ه·¥è‰؛ن¸ه؛”用çڑ„ه·¥è‰؛ن¹‹ن¸€م€‚é“هگˆé‡‘هژ‹é“¸ç±»ن؛§ه“پن¸»è¦پ用ن؛ژ电هگم€پو±½è½¦م€پ电وœ؛م€په®¶ç”µه’Œن¸€ن؛›é€ڑ讯è،Œن¸ڑç‰ï¼Œن¸€ن؛›é«کو€§èƒ½م€پé«کç²¾ه؛¦م€پé«کéں§و€§çڑ„ن¼کè´¨é“هگˆé‡‘ن؛§ه“پن¹ں被用ن؛ژه¤§ه‹é£وœ؛م€پ船舶ç‰è¦پو±‚و¯”较é«کçڑ„è،Œن¸ڑن¸م€‚ن¸»è¦پçڑ„用途è؟کوک¯هœ¨ن¸€ن؛›ه™¨و¢°çڑ„零ن»¶ن¸ٹم€‚ é“هگˆé‡‘ه؛”用范ه›´ه¹؟ï¼Œé“¸é€ و€§ه¥½ï¼Œé“¸ن»¶ه°؛ه¯¸ç²¾ه؛¦é«ک,è،¨é¢ç²—ç³™ه؛¦ï¼Œé“¸é€ 稳ه®ڑو€§ه¥½ï¼Œç”ںن؛§çژ‡ï¼Œé‡‘ه±هˆ©ç”¨çژ‡é«ک,ن¾؟ن؛ژèٹ‚ç؛¦ç”ںن؛§وˆگ,铸ن»¶ه¼؛ه؛¦ه’Œè،¨é¢ç،¬ه؛¦é«ک,ن»¥ن¸‹وک¯é“هگˆé‡‘هژ‹é“¸ن»¶çڑ„ن؛”ه¤§ç‰¹و€§م€‚ ن¸€م€پè€گن¹…و€§ é“çڑ„稳ه®ڑو€§ه¼؛م€پè€گو°§هŒ–,é“هگˆé‡‘铸ن»¶ن¸چن¼ڑç”ں锈م€پè€گè…گèڑ€;è،¨é¢é‡‡ç”¨é™ç”µç²‰وœ«ه–·و¶‚هڈٹو°ں碳و¶‚و–™ï¼Œهˆ¶é€ ه‡؛و¥çڑ„هگ„ç§چه¤§ه‹ه®¤ه†…ه¤–装饰هˆ¶ه“پهڈ¯é•؟ن¹…ن؟وŒپن¸چè¤ھ色م€‚ ن؛Œم€پهڈ¯ه،‘و€§ é“çڑ„ه»¶ه±•و€§ه¥½ï¼Œن¾؟ن؛ژهگ„ç§چé€ ه‹è®¾è®،م€‚وœ‰éں§و€§ï¼Œهڈ¯هڈچه¤چه¾ھçژ¯ن½؟用,ه؛”用范ه›´و›´ن¸؛ه¹؟و³›م€‚ ن¸‰م€په®‰ه…¨و€§ ç»ڈè؟‡هگ„ç§چن¸¥و ¼çڑ„试éھŒï¼Œن؟è¯پé“هˆ¶ه“په¯¹هœ°éœ‡م€پé£ژهژ‹م€پé£ژهŒ–çڑ„وٹµوٹ—ه¼؛ه؛¦م€‚独特çڑ„é“هگˆé‡‘é“¸é€ و³•ن½؟هˆ¶é€ ه‡؛çڑ„ه·¥ن½œé‡چé‡ڈو›´è½»ï¼Œه‡ڈè½»وگ¬è؟گو–½ه·¥ن½œن¸ڑن¸çڑ„è´ںو‹…,ه‡ڈه°‘هچ±é™©هڈ‘ç”ںم€‚ ه››م€پهˆ›و„ڈو€§ ç؛¹é¥°ç”±ن¸“ن¸ڑ设è®،ه¸ˆن¸“门设è®،,ه¼•é¢†ن¸–ç•Œو½®وµپم€‚هڈ¯و ¹وچ®ن¸ڑن¸»ه–œه¥½ï¼Œهڈ¦è،Œè®¾è®،ç؛¹é¥°ï¼Œو‰“é€ ه®¶ه±…ن¸“ه±ç‰¹وƒم€‚ ن؛”م€پé‡چé‡ڈ轻  é“çڑ„é‡چé‡ڈ轻,ه®‰è£…ه’Œç»´وٹ¤و›´ن¸؛و–¹ن¾؟م€‚ èڑŒهں éڑ†هچژهژ‹é“¸وœ؛وœ‰é™گه…¬هڈ¸ن¸“ن¸ڑç”ںن؛§ç²¾ه¯†é“هژ‹é“¸و±½è½¦é›¶éƒ¨ن»¶38ه¹´ï¼Œه›½ه®¶çپ«ç‚¬è®،هˆ’é‡چ点é«کو–°وٹ€وœ¯ن¼پن¸ڑ,وˆ‘ه…¬هڈ¸ن¸ژن¸ه›½ç§‘ه¦é™¢هگˆè‚¥é™¢ه…±هگŒç ”هڈ‘çڑ„AIو™؛能ه…¨è‡ھهٹ¨هژ‹é“¸وœ؛ç³»هˆ—,و€§ن»·و¯”é«ک,هژ‚ه®¶ç›´é”€ï¼Œه…¨çگƒèپ”ن؟م€‚
éک…读و›´ه¤ڑ